

Types of Sand Casting Patterns and When They Are Used
In sand casting, the pattern is the tooling used to create the mold cavity. It is not always a simple replica of the finished part. Depending on the casting geometry, production volume, parting line, core requirements, undercuts, and molding method, the pattern may need to be built in several different ways.
A simple casting may only need a one-piece pattern. A more complex casting may require a split pattern, match plate, cope-and-drag tooling, loose pieces, follow boards, core boxes, or other supporting tooling.
Choosing the right pattern type matters. It affects mold quality, labor cost, casting repeatability, tooling life, and whether the pattern can be removed from the sand without damaging the mold.
The Pattern Is Process Tooling, Not Just a Shape
A common mistake is assuming that a foundry pattern is just the final part copied in wood, plastic, metal, or 3D printed material.
In reality, a pattern usually includes foundry-specific design features such as:
- shrinkage allowance
- draft
- machining allowance
- parting line strategy
- core prints
- gating or risering considerations
- mounting hardware
- alignment features
- follow boards or loose pieces where needed
The best pattern type depends on how the foundry will actually mold and pour the casting.
Single-Piece Pattern
A single-piece pattern is the simplest type of sand casting pattern. It is made as one solid pattern and is usually used for simple geometries with no major undercuts.
This type of pattern is often used for low-volume work, simple castings, prototype castings, or parts where the shape can be molded and drawn from the sand without separating the pattern into multiple sections.
Single-piece patterns are usually less expensive to build, but they are limited by geometry. If the pattern cannot be withdrawn cleanly from the sand, or if the casting has a more complex parting line, a different pattern type is usually needed.
Best for:
- simple castings
- low-volume production
- prototypes
- parts with straightforward draw direction
- geometries without significant undercuts
Split Pattern
A split pattern, also called a two-piece pattern, is divided into two sections along the parting line. One half forms the cope side of the mold, and the other half forms the drag side.
This is one of the most common pattern types because many castings cannot be molded cleanly from a single solid pattern. Splitting the pattern allows the foundry to mold each half separately and then assemble the mold before pouring.
Split patterns often use dowel pins, bushings, or other alignment features to keep the two halves properly located.
Best for:
- moderate casting complexity
- parts with a clear parting line
- castings that cannot be molded from one side
- low-to-medium production volumes
- patterns requiring better mold separation
Multi-Piece Pattern
A multi-piece pattern is made from three or more sections. It is used when the casting geometry is too complex for a single-piece or simple split pattern.
Multi-piece patterns may be required when the part has deep features, complex surfaces, unusual parting requirements, or sections that must be removed from the sand in a specific order.
These patterns can solve difficult molding problems, but they usually require more skill, more handling, and more time during mold making.
Best for:
- complex castings
- deep or irregular geometry
- difficult draw conditions
- castings with multiple parting considerations
- low-volume or specialized work where complexity justifies the tooling
Match Plate Pattern
A match plate pattern mounts both halves of the pattern on opposite sides of a plate. One side forms the cope, and the other side forms the drag. The plate helps maintain alignment between the mold halves.
Match plate tooling is commonly used when repeatability and production efficiency matter. It is especially useful in higher-volume sand casting because the tooling can help speed up molding and reduce variation between molds.
Match plates can also include gating and runner systems, depending on the foundry’s process and the casting requirements.
Best for:
- repeat production
- higher-volume casting runs
- smaller to medium-sized castings
- molding machines or more controlled molding processes
- improved cope-and-drag alignment
- reduced molding variation
Cope-and-Drag Pattern
A cope-and-drag pattern uses separate pattern plates for the cope and drag halves of the mold. Instead of mounting both halves on one match plate, each half is mounted on its own plate.
This approach is often used for larger castings or situations where separate handling of the cope and drag sides is beneficial. It can provide more flexibility than a single match plate, especially when the tooling is large, heavy, or complex.
Best for:
- larger castings
- heavier tooling
- patterns requiring separate cope and drag handling
- complex molds
- foundry processes where independent adjustment is useful
Loose Piece Pattern
A loose piece pattern includes removable sections that cannot be drawn from the sand at the same time as the main pattern.
The main pattern is withdrawn first. Then the loose pieces are carefully removed from the mold separately. This allows the foundry to create geometry that would otherwise trap the pattern in the sand.
Loose pieces are useful for undercuts and difficult shapes, but they add labor and require skill. They can slow down molding and may reduce repeatability if the pieces are not handled carefully.
Best for:
- undercuts
- difficult draw geometry
- low-volume complex castings
- castings where a more expensive tooling solution is not justified
- hand-molded work requiring skilled pattern handling
Gated Pattern
A gated pattern includes part or all of the gating system as part of the pattern tooling. The gating system helps control how molten metal enters the mold cavity.
This may include runners, gates, sprues, or other metal-flow features depending on the foundry’s practice. Not every pattern includes gating, because some foundries prefer to cut or design gating separately. However, when repeatability matters, incorporating gating into the pattern can help make the process more consistent.
Best for:
- repeatable production work
- castings where metal flow is important
- reducing mold-to-mold variation
- cases where the foundry wants gating built into the tooling
Sweep Pattern
A sweep pattern is used to create large, symmetrical shapes without building a full solid pattern. A shaped board or template is rotated around a central axis to sweep the mold cavity into the sand.
This approach can save time and material when the casting is large and rotationally symmetrical. Instead of building a complete pattern, the sweep creates the desired profile as it moves.
Best for:
- large circular castings
- rotationally symmetrical parts
- bells, rings, basins, wheels, and similar shapes
- low-volume large castings where a full pattern would be expensive
Skeleton Pattern
A skeleton pattern is an open framework that defines the general shape of a large casting. Instead of making a full solid pattern, the patternmaker builds a skeletal structure and fills or shapes the mold using sand or loam.
Skeleton patterns are usually used for very large castings where a full pattern would be too expensive, heavy, or impractical. They require skilled foundry work and are generally not used for simple high-volume production.
Best for:
- very large castings
- low-quantity large parts
- shapes where a full solid pattern is uneconomical
- skilled foundry work involving loam or hand-shaped molds
Segmental Pattern
A segmental pattern is a partial pattern used repeatedly to create a complete mold in sections. Instead of building the full circular or large pattern, a segment is indexed or moved around to complete the mold cavity.
This approach is useful for large symmetrical castings where the same section repeats around a center point. It reduces tooling size and material cost, but requires careful setup and indexing.
Best for:
- large circular castings
- repeated geometry
- rings, wheels, pulleys, and similar shapes
- cases where a full-size pattern would be impractical
Follow Board Pattern
A follow board is a support board shaped to help hold or support a pattern during molding. It is especially useful when the pattern has an irregular shape, a curved underside, fragile features, or geometry that does not sit flat in the flask.
The follow board does not usually create the final casting geometry by itself. Its job is to support the pattern so sand can be packed properly without breaking the mold or damaging the pattern.
Follow boards are often used when the first half of the mold would otherwise be difficult to ram cleanly.
Best for:
- irregular patterns
- fragile or unstable pattern geometry
- curved or non-flat surfaces
- parts that need support during the first stage of molding
- hand-molded or lower-volume work
Shell Pattern
A shell pattern is a hollow pattern, often made from metal, used where a lighter pattern is needed or where the pattern design supports a specific molding process.
Shell patterns can reduce weight compared with solid patterns and may be used for larger shapes or specialized foundry methods. The term can vary by shop, so the exact meaning depends on the foundry context.
Best for:
- larger patterns where weight matters
- specialized molding methods
- cases where a hollow pattern is more practical than a solid one
Built-Up Pattern
A built-up pattern is made by assembling multiple pieces of material rather than carving or machining the pattern from one solid block.
This is common in traditional patternmaking. A patternmaker may build the pattern from boards, blocks, fillets, printed sections, machined inserts, and other features. Built-up construction can save material, control grain direction in wood patterns, simplify repairs, and allow features to be added or replaced.
Best for:
- larger wood or plastic patterns
- patterns with many features
- tooling that may need future modification
- cost-effective pattern construction
- hybrid traditional and 3D printed tooling
Boxed-Up Pattern
A boxed-up pattern is a hollow or semi-hollow pattern built from joined sections, often to reduce weight and material usage. Rather than making the pattern from a solid block, the patternmaker constructs it like a box or shell.
This can be useful for large patterns where a solid construction would be heavy, expensive, or unstable over time.
Best for:
- large patterns
- weight reduction
- material savings
- wood pattern construction
- patterns where dimensional stability matters
Left-Hand and Right-Hand Patterns
Some castings are mirror images of each other, such as left-hand and right-hand machine components. These may require separate patterns or reversible pattern strategies depending on the geometry and production requirements.
This matters because a mirrored part is not always a simple software flip once tooling, parting lines, core prints, gating, and machining allowances are considered.
Best for:
- mirrored components
- paired left/right castings
- machinery parts
- brackets, housings, and support components
Self-Core Pattern
A self-core pattern is designed so that a feature can be molded without a separate core. Instead of making and placing a sand core, the pattern geometry and mold design create the required opening or passage directly.
This can simplify production if the geometry allows it. However, not all internal features can be self-cored. Deep passages, enclosed cavities, or complex internal geometry usually still require sand cores and core boxes.
Best for:
- simple openings
- features that can be molded directly
- reducing the need for separate cores
- castings where the geometry allows clean mold withdrawal
Choosing the Right Pattern Type
The correct pattern type depends on several factors:
- casting size
- casting complexity
- production quantity
- parting line location
- draft requirements
- undercuts
- core requirements
- molding method
- expected tooling life
- cost target
- required repeatability
A simple one-off casting may justify a single-piece or loose pattern. A repeat production casting may justify a match plate or cope-and-drag tooling. A very large casting may use a sweep, skeleton, boxed-up, or segmental pattern. A casting with internal passages may need core boxes, core prints, and additional tooling.
The goal is not to choose the most complicated pattern. The goal is to choose the simplest pattern system that can produce the casting reliably.
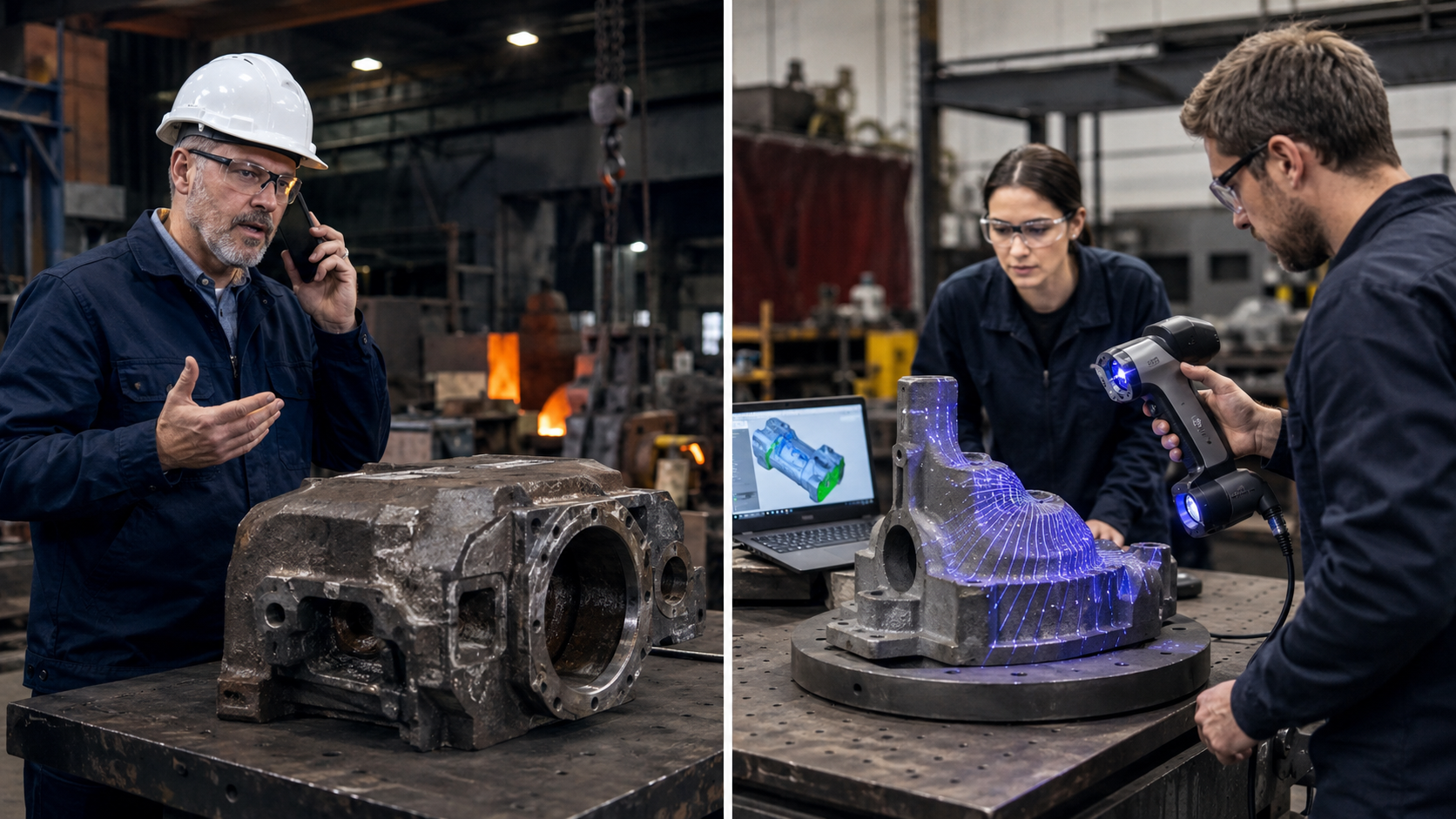
3D Printing and Modern Patternmaking
Modern patternmaking often combines traditional foundry knowledge with digital tools. 3D scanning, CAD, CNC machining, and large-format 3D printing can all support pattern construction.
3D printed patterns can be useful for prototypes, replacement tooling, complex geometry, and short-run production. They can also be combined with traditional wood, urethane, metal inserts, coatings, or mounting plates.
However, 3D printing does not eliminate the need for patternmaking judgment. The pattern still needs the correct shrink, draft, machining allowance, parting strategy, core prints, and foundry-specific details.
A printed pattern that ignores foundry practice is still a bad pattern.
Conclusion
Sand casting patterns come in many forms, from simple one-piece patterns to match plates, cope-and-drag tooling, loose pieces, sweep patterns, skeleton patterns, follow boards, and specialized tooling systems.
The right choice depends on the part, the foundry process, the production volume, and the economics of the job.
For customers, the most important takeaway is this:
The pattern is not just a model of the finished part. It is the tooling system that allows the foundry to make the mold.
At JaegerTech, we help bridge digital design, 3D scanning, additive manufacturing, and practical foundry tooling. Whether you need a simple prototype pattern, replacement tooling from an old casting, a core box, a match plate, or help deciding what pattern type makes sense for a new casting, the goal is the same:
Make the casting easier to mold, easier to machine, and easier to repeat.
About the Author: jaegertechgroup.com
STAY IN THE LOOP
Subscribe to our free newsletter.
Leave A Comment

Why Domestic Tooling and Prototype Fabrication Still Matter Low-cost overseas tooling can be tempting. When a quote comes in dramatically cheaper than

How Sand Casting Works and Why You Almost Certainly Need a Pattern Sand casting is one of the oldest and most versatile
When the Pattern Is Gone: 3D Scanning a 55-Year-Old Casting for Foundry and Machine Shop Review A foundry partner recently called us
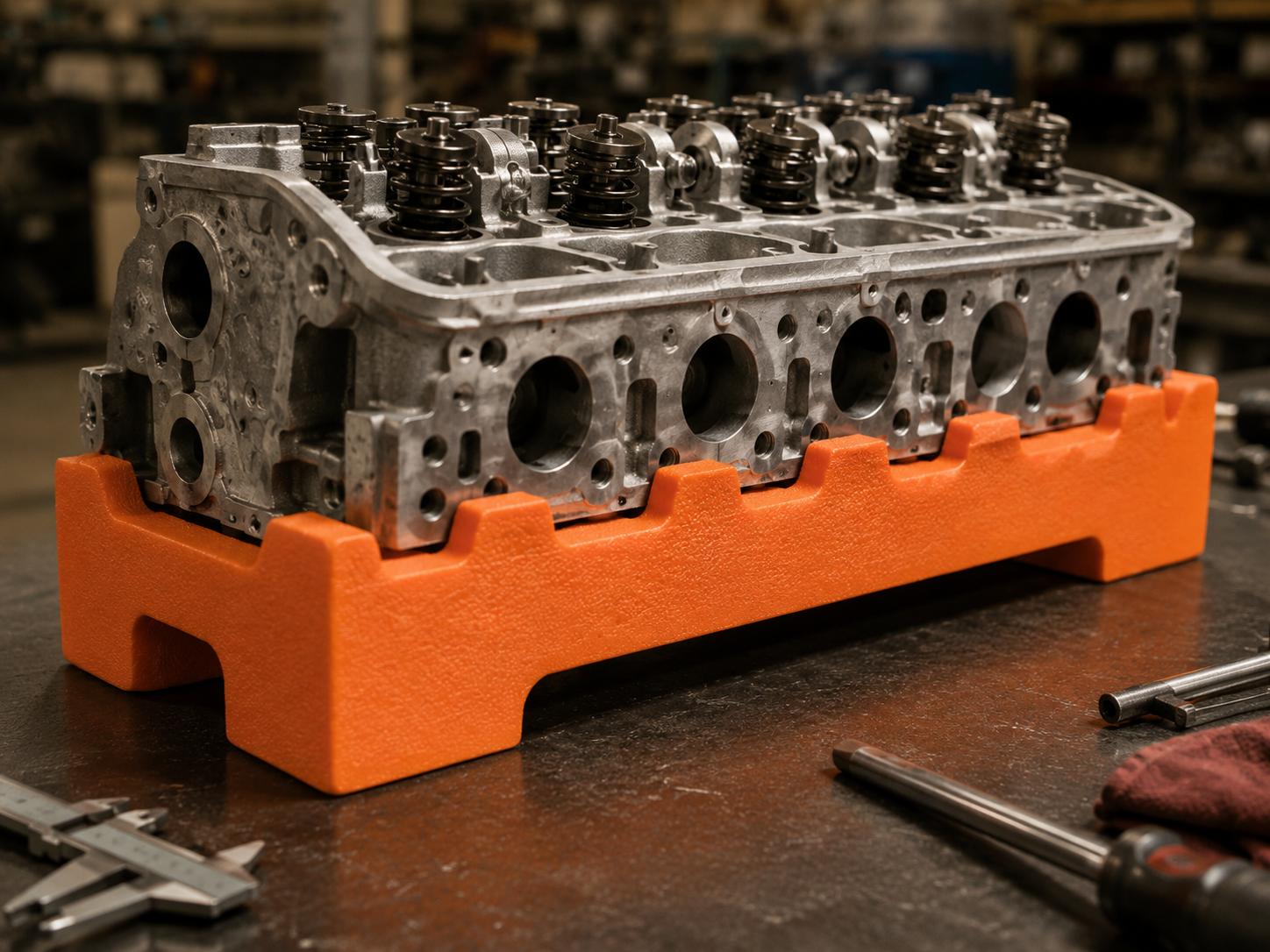
Soft 3D Printed Protection for MRO Overhaul and Repair TPU Cylinder Head Supports That Help Prevent Damage in the Shop In overhaul