

Stop Patching Worn Foundry Patterns Between Pulls
Every foundry has seen it.
A pattern is old. The edges are soft. The fillets are damaged. A core print is chipped. One corner is worn down. The surface has been repaired so many times that nobody is completely sure what the original geometry looked like anymore.
So the pattern maintenance team does what it can. A little body filler here. Some sanding there. Maybe another coat of sealer. Maybe another quick repair between pulls just to get the job through the shop.
That may keep the job moving for the day, but it is not a real fix.
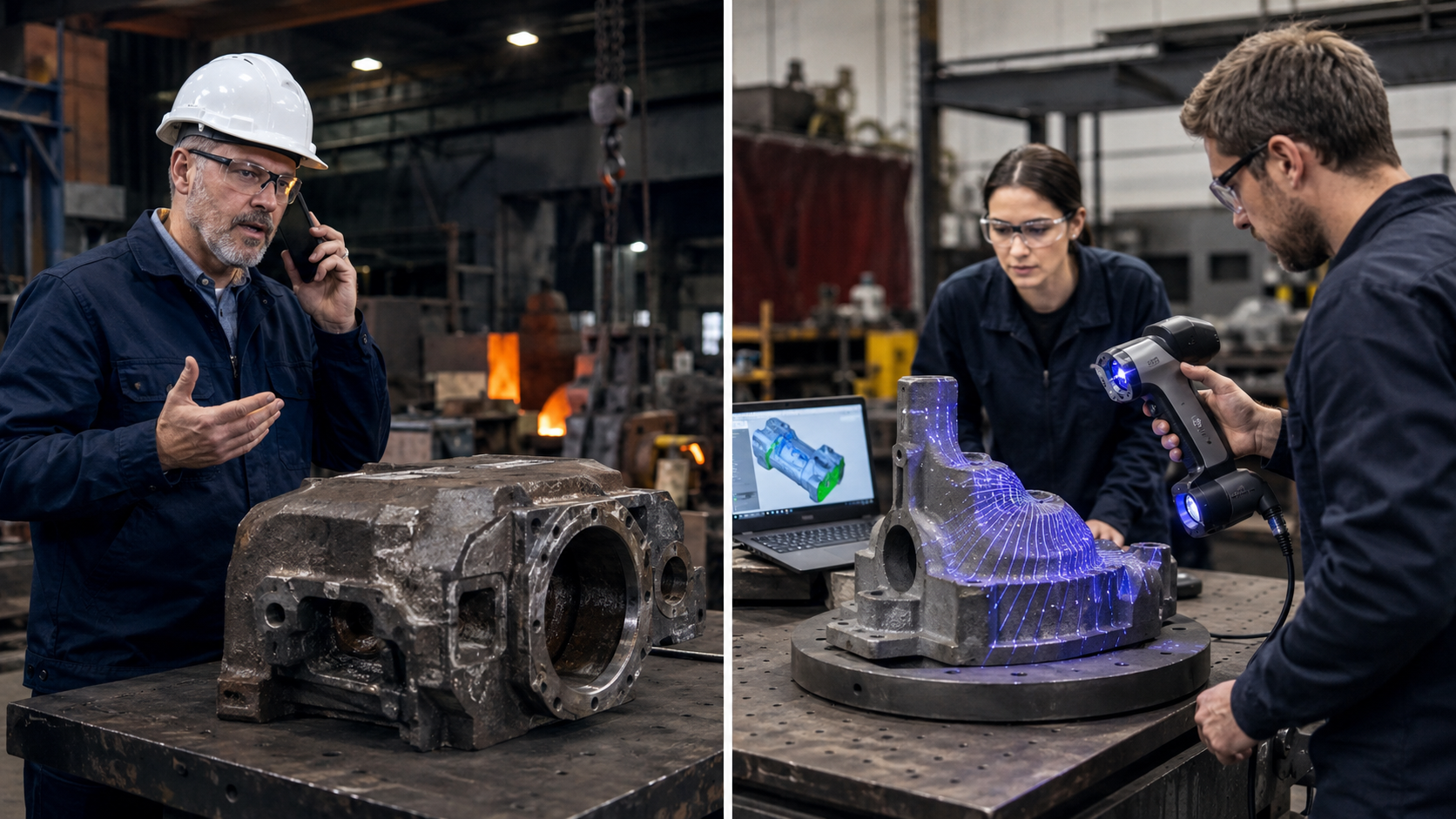
At Jaeger Technology Group LLC, we help foundries use 3D scanning, reverse engineering, and 3D printed foundry patterns to replace worn tooling instead of continually patching patterns that are already past their useful life.
Old Patterns Were Not Meant to Last Forever
Foundry patterns are tools. Like any tool, they wear out.
Wood patterns, plastic patterns, old urethane tooling, and repaired match plates all have a service life. They absorb shop damage, sand abrasion, handling wear, temperature swings, repeated ramming, and years of small repairs.
Eventually, the pattern is no longer the pattern. It becomes a history of every emergency repair ever made to it.
That matters because the mold only knows the shape of the tooling in front of it. If the pattern is worn, distorted, patched, or rounded over, that condition transfers into the mold and ultimately into the casting process.
A pattern that was once correct can slowly become a source of:
- Mold damage
- Poor release
- Dimensional drift
- Extra grinding
- Increased scrap risk
- Inconsistent castings
- Operator frustration
- Longer setup and repair time
- Loss of confidence in repeat jobs
At that point, maintenance is no longer preserving the tool. It is preserving the problem.
The Hidden Cost of Bondo Repairs Between Pulls
There is nothing wrong with using filler, sealer, and hand repair when appropriate. Pattern maintenance is part of foundry life.
The problem starts when those repairs become part of the production process.
If a pattern needs to be patched between pulls, the foundry is paying for that pattern over and over again in labor, lost time, inconsistent results, and shop-floor disruption.
A patched pattern can create problems such as:
- Different geometry from one run to the next
- Uneven draft after sanding and filler buildup
- Rounded edges where sharp definition used to exist
- Weak repair areas that break again under handling
- Extra drag during pattern withdrawal
- Sand tear-out from rough or uneven surfaces
- More benching, grinding, welding, or machining later
- More operator time spent fighting the tool instead of making molds
This is where the true cost shows up. It is not just the cost of body filler or labor. It is the cost of making the foundry work around a tool that should have been replaced.
Patching the Pattern Can Make It Perform Worse
A repaired pattern may look better for a few pulls, but repeated filler repairs can slowly degrade pattern performance.
Every patch changes something. Every sanding operation removes or reshapes something. Every quick repair may alter a fillet, draft angle, core print, parting edge, or locating feature.
Over time, the pattern can lose the details that made it work correctly in the first place.
Common problems include:
- Draft angles becoming inconsistent
- Core prints losing accurate location
- Parting surfaces becoming uneven
- Loose pattern features becoming undersized
- Match plate features no longer aligning cleanly
- Fillets becoming lumpy or oversized
- Edges losing definition
- Pattern withdrawal becoming less predictable
This is why repeated repair can become self-defeating. The pattern is being patched to keep production moving, but the repairs make the pattern less efficient, less accurate, and harder to use.
You are not just kicking the can down the road. You may be sabotaging the efficiency of the job.
3D Scanning Creates a Digital Starting Point
When a pattern is old but still useful as a reference, 3D scanning can help capture its current condition. That scan can then be used as a starting point for reverse engineering and digital cleanup.
The goal is not always to copy the damaged pattern exactly. In many cases, copying the damaged pattern would only reproduce the problem.
Instead, the process may involve:
- Scanning the existing pattern
- Comparing the scan to available drawings or CAD
- Identifying worn, repaired, or distorted areas
- Rebuilding clean surfaces digitally
- Restoring draft where needed
- Rebuilding fillets, core prints, and edges
- Adding shrink allowance or machining stock if required
- Preparing a new 3D printed pattern, insert, or match plate section
This gives the foundry a controlled digital file instead of relying on a physical tool that continues to deteriorate.
3D Printing Produces a New, Repeatable Pattern
Once the geometry is corrected digitally, the new pattern can be 3D printed.
For foundries, this can be a practical way to replace worn tooling without starting from a blank sheet of paper. A new 3D printed foundry pattern can be produced from the cleaned-up file, finished, sealed, and prepared for molding.
3D printed replacement tooling can be used for:
- Loose patterns
- Match plate inserts
- Core boxes
- Core prints
- Prototype replacement tooling
- Short-run production patterns
- Large-format sand casting patterns
- Legacy casting support
The major advantage is repeatability. Once the corrected pattern exists as a digital file, the foundry has a controlled path to reproduce it again.
If a feature wears out later, it can often be reprinted. If the customer changes the part, the file can be revised. If an insert is damaged, the foundry may not need to rebuild the entire tool.
Better Than Another Patch
A filler repair may get one more mold made. A digitally rebuilt pattern can improve the process going forward.
That difference matters.
Repairing an old pattern usually addresses the immediate symptom. Rebuilding the pattern digitally addresses the underlying problem: the tooling is no longer performing the way it should.
A new 3D printed pattern can help foundries:
- Reduce pattern maintenance labor
- Improve molding consistency
- Restore lost geometry
- Improve pattern release
- Reduce sand damage during pulls
- Reduce rework and cleanup
- Improve repeatability between production runs
- Create a digital backup for future replacement
- Support revision control
- Reduce dependence on fragile legacy tooling
This is not about replacing craftsmanship. It is about using modern tools to keep the foundry from wasting skilled labor on the same failing pattern every time the job comes back.
When Replacement Makes More Sense Than Repair
A pattern should be considered for scanning and replacement when:
- It needs repair between pulls
- The same areas fail repeatedly
- The surface is patched more than original
- Operators complain about mold release
- The casting requires more cleanup than it used to
- Core location has become inconsistent
- Parting surfaces are worn or damaged
- Match plate alignment is questionable
- The customer expects repeat castings from old tooling
- The pattern has no reliable digital backup
If the pattern is still performing well, basic maintenance may be enough. But once maintenance becomes a routine part of every molding cycle, the pattern is costing more than it appears.
Foundry Efficiency Depends on Tooling That Works
Foundries make money when work flows. Patterns that need constant repair interrupt that flow.
A worn pattern can slow down:
- Molding
- Setup
- Pattern handling
- Quality checks
- Cleaning and finishing
- Customer approvals
- Repeat production
When tooling is unreliable, everyone downstream pays for it.
The molder has to fight the pattern.
The maintenance team has to patch it.
The casting may need more finishing.
The customer may see inconsistency.
The foundry loses time that could have gone into productive work.
That is why 3D scanning and 3D printed replacement tooling can be a serious operational improvement, not just a technology upgrade.
Work With Jaeger Technology Group LLC
Jaeger Technology Group LLC helps foundries modernize worn or failing tooling using 3D scanning, reverse engineering, and 3D printed foundry patterns.
We can help with:
- Worn pattern replacement
- 3D printed loose patterns
- Match plate inserts
- Core boxes
- Core print repair and redesign
- Digital pattern files
- Reverse engineering
- Legacy foundry tooling
- Short-run replacement patterns
- Large-format 3D printed tooling
If your foundry is repairing the same pattern with filler between pulls, it may be time to stop patching the problem and rebuild the tool correctly.
Contact Jaeger Technology Group LLC to discuss 3D scanning, reverse engineering, and 3D printed replacement patterns for foundry and sand casting applications.
About the Author: jaegertechgroup.com
STAY IN THE LOOP
Subscribe to our free newsletter.
Leave A Comment
When the Pattern Is Gone: 3D Scanning a 55-Year-Old Casting for Foundry and Machine Shop Review A foundry partner recently called us

Four Hours From Problem to Part Emergency 3D Printing for Manufacturing Downtime When a production line is down, the clock starts immediately.

Introducing the JaegerTech JT-SLM-130 Metal Additive Manufacturing Cell Compact Metal Laser Powder Bed Fusion for Education, Research, and Precision Development Metal additive

Confidential Medical Device Prototype: Sensor Integration and Local Event Logging Helping a Research Team Move from Concept to Testable Hardware A research