

VX Compact High-Performance 3D Printer: Industrial Materials in a Smaller Footprint
Not every shop needs a one-meter 3D printer.
Sometimes the better answer is a compact machine with serious material capability, a heated chamber, a high-temperature hotend, reliable motion control, onboard filament drying, filtration, and monitoring.
That is the role of the VX.
The VX is an enclosed compact high-performance FDM/FFF 3D printer designed for shops, labs, engineers, schools, and manufacturers that need industrial-grade material capability without committing floor space to a large-format system. It combines a 450°C hotend, 160°C heated bed, 80°C heated chamber, onboard filament dryer, AI camera monitoring, HEPA filtration, Klipper firmware, and a compact 240 × 210 × 200 mm build volume.
Compact Does Not Mean Light-Duty
Many compact 3D printers are designed around convenience, not engineering materials.
The VX is different.
It is built to bring high-temperature, engineering-grade printing into a smaller package. According to the VX overview, the system is designed around a 450°C hotend with twin-gear direct drive, titanium heat shield, hardened steel nozzles, water cooling, an actively heated chamber, and onboard filament drying.
That means the machine is not limited to basic PLA prototypes. It is intended for materials such as:
- PLA
- ABS
- ASA
- PETG
- TPU
- TPE
- HIPS
- PVA
- PA / nylon
- PA-CF
- PA-GF
- PC
- PP
- PEEK and other high-temperature materials, when configuration and process allow
That last point matters. Materials like PEEK are not automatic just because a machine has a hot nozzle. The file correctly notes that PEEK and other ultra-high-temperature materials are configuration- and process-dependent.
450°C Hotend for Engineering Filaments
The VX’s 450°C hotend is one of its defining features.
High-temperature nozzle capability opens the door to engineering polymers and reinforced materials that cannot be processed reliably on basic desktop machines. The VX uses a twin-gear direct drive extrusion system, hardened steel nozzle, titanium heat shield, and water-cooled hotend for thermal stability during demanding prints.
That matters for shops printing abrasive and higher-performance materials such as carbon fiber-filled nylon, glass fiber-filled nylon, polycarbonate, and other engineering filaments.
In practical terms, the hotend is not just about reaching a maximum temperature. It is about stable extrusion over the full duration of the print.
160°C Heated Bed and Laser-Radar Auto-Leveling
First-layer reliability is one of the most important factors in successful 3D printing.
The VX includes a heated bed rated up to 160°C, which is unusually capable for a compact machine. It also includes laser-radar automatic leveling intended to improve first-layer adhesion and reduce setup uncertainty.
For engineering materials, bed temperature matters. A hotter bed can help reduce warping, improve adhesion, and support materials that are difficult to print on lower-temperature platforms.
The VX is designed so the first layer is not a gamble.
80°C Heated Chamber
The VX has an actively heated build chamber rated up to 80°C, which the overview identifies as the highest chamber temperature in the Jaegertech lineup.
That is significant.
Warp-sensitive materials often fail because the part cools unevenly during the print. An actively heated chamber helps maintain a more stable thermal environment, improving layer adhesion and reducing curl, warp, and stress-related failures.
For compact engineering parts, this can matter more than raw build volume. A smaller part printed correctly in nylon, PC, or a reinforced material is often more valuable than a larger part printed poorly.
Built-In Filament Dryer
Moisture ruins engineering prints.
Nylon, PA-CF, PA-GF, PETG, and many reinforced materials absorb moisture from the air. Wet filament can cause popping, bubbling, poor surface finish, weak layer bonding, inconsistent extrusion, and failed parts.
The VX includes an onboard drying cabinet rated up to 70°C, keeping hygroscopic materials print-ready until they feed into the machine.
That is one of the most practical features on the machine. A high-temperature printer without dry filament is still going to struggle with real engineering materials.
AI Camera Monitoring and Time-Lapse Support
The VX includes AI camera monitoring that detects print failures and debris in real time, with time-lapse recording support.
For a production or lab environment, monitoring matters because failed prints cost time, material, and machine availability. This is especially true when printing higher-cost materials or longer-duration engineering parts.
A compact machine that can run difficult materials should also help users detect problems early.
HEPA Filtration and Enclosed Operation
The VX includes HEPA filtration with an integrated air manager that helps filter ultrafine particles while maintaining chamber temperatures. The technical specification page lists a HEPA filter system with at least 95% ultrafine particle removal.
That makes the VX a better fit for labs, offices, schools, engineering departments, and shop environments where enclosed operation and filtration are important.
When printing ABS, ASA, nylon, PC, and other engineering polymers, enclosure and filtration are not just convenience features. They are part of making the machine more practical in real workplaces.
Klipper, Input Shaping, and Pressure Advance
The VX runs Klipper firmware with active input shaping on the X/Y axes and pressure advance on the extrusion axis.
That gives the machine a modern control architecture for high-speed, tunable printing. The listed maximum print speed is up to 500 mm/s, but speed only matters if the system can maintain quality.
Input shaping helps reduce motion-related artifacts. Pressure advance helps improve extrusion control during speed changes, corners, and acceleration events.
For users who care about both productivity and part quality, these controls matter.
Small Footprint, Serious Capability
The VX build volume is 240 × 210 × 200 mm. That makes it compact compared to the VX+ or M100, but the point of the VX is not maximum size. The point is high material capability in a smaller machine.
That makes it a strong fit for:
- Engineering prototypes
- Functional brackets
- Small fixtures
- ESD or electronics tooling
- Nylon and composite parts
- Test coupons
- Small production batches
- Lab parts
- Research components
- High-temperature material trials
- Fit-check parts
- Replacement components
- R&D workflows
For many organizations, most parts are not huge. They are small enough to fit on a compact machine but demanding enough that a basic printer is the wrong tool.
That is where the VX makes sense.
Technical Specifications That Matter
The VX technical specifications position it as a compact but serious engineering printer:
- Build volume: 240 × 210 × 200 mm
- Print technology: FDM / FFF
- Extrusion system: twin-gear direct drive
- Layer thickness: 0.05–0.3 mm
- Position accuracy: X/Y 10 µm, Z 5 µm
- Print speed: up to 500 mm/s
- Power supply: 100–240V, 50–60Hz, 600W
- Machine weight: approximately 35 kg
- Firmware: Klipper
- Leveling: automatic laser-radar sensor
- Display: 5-inch foldable HD TFT touchscreen
- Connectivity: Wi-Fi, LAN, USB-C, Ethernet
- Nozzle temperature: up to 450°C
- Heated bed: up to 160°C
- Chamber temperature: up to 80°C
- Filament diameter: 1.75 mm
- Build surface: high-temperature compatible print bed
- Slicer compatibility: Cura, OrcaSlicer, Simplify3D, PrusaSlicer, and Slic3r
- OS compatibility: Windows, macOS, and Linux
Those specifications make the VX suitable for users who need advanced materials and process control more than they need maximum build size.
Where the VX Fits Best
The VX is a good option when the shop needs a compact printer that can handle demanding materials.
It is especially useful for:
- Engineering teams that need functional prototypes
- Labs that need enclosed, filtered printing
- Manufacturers that need small jigs and fixtures
- Schools and makerspaces that want advanced material capability
- Product developers printing nylon, PC, ASA, or reinforced materials
- Shops that want a compact printer for serious applications
- Companies that need a smaller companion machine next to larger production printers
It can also serve as a material development or process-validation machine. A shop may use the VX to dial in materials, test designs, print smaller functional parts, or handle engineering work while larger printers are reserved for big jobs.
Why the VX Matters
The VX matters because it solves a common gap in additive manufacturing.
Basic desktop printers are affordable and convenient, but often limited in chamber control, filament drying, high-temperature extrusion, and material reliability. Large-format machines are powerful, but not every shop needs that size for every job.
The VX sits in the middle: compact footprint, serious thermal control, engineering material capability, modern motion tuning, and practical usability.
For the right user, that combination is more valuable than just a bigger bed.
Work With Jaeger Technology Group LLC
Jaeger Technology Group LLC offers the VX for organizations that need compact, enclosed, high-performance 3D printing with industrial material capability.
If your team needs functional prototypes, small production parts, engineering-grade materials, nylon composites, PC, ASA, high-temperature material support, or a compact printer with serious process control, the VX is worth considering.
Contact Jaeger Technology Group LLC to learn more about the VX compact high-performance 3D printer, related machines, and production-scale 3D printing services.
About the Author: jaegertechgroup.com
STAY IN THE LOOP
Subscribe to our free newsletter.
Leave A Comment

JT-SLM-130 for Dental Laboratories Compact Metal AM for Dental Material and Workflow Evaluation The JaegerTech JT-SLM-130 Metal Additive Manufacturing Cell is a
-
Introducing the JaegerTech JT-SLM-130 Metal Additive Manufacturing Cell Compact Metal Laser Powder Bed Fusion for Education, Research, and Precision Development Metal additive
Using Development Boards in Early Hardware Prototypes Other Parts of this series: Part 2 – Choosing The Right Development Board Part 3
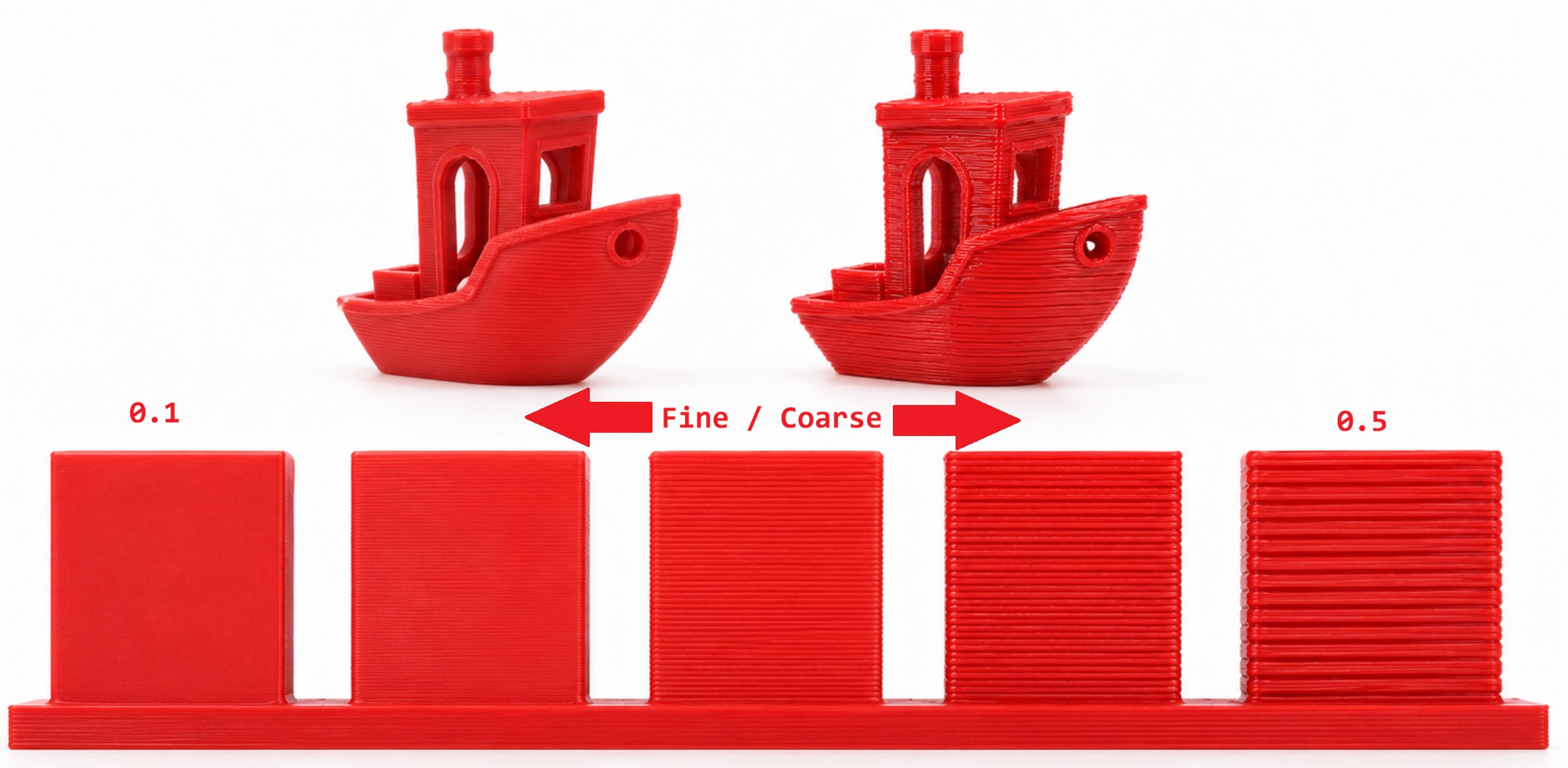
Why Bigger 3D Printed Parts Don’t Always Need High Resolution Many customers assume the finest layer height produces the best 3D printed