

Six Foundry Lessons Learned: Where 3D Printing Could Have Saved Time, Money, and Rework
1. The Match Plate Built Too Soon
A foundry received a production order for a medium-sized pump component. The customer supplied a CAD model and wanted to move quickly, so the foundry committed to building a final match plate immediately.
The problem showed up during the first molding trial. The part had several vertical faces with inadequate draft, and one boss created sand tear-out during pattern withdrawal. The plate was already built, finished, and mounted, so the correction required reworking the pattern surface and modifying the plate.
What went wrong:
The foundry treated the first CAD model as production-ready.
How 3D printing could have helped:
A low-cost 3D printed prototype pattern or temporary match plate insert could have been used first to test mold release, draft, parting strategy, and operator handling before committing to the final plate.
Lesson learned:
Before building the final match plate, print a trial pattern and prove that the geometry actually molds cleanly.
2. The Customer Changed the Design After Tooling Was Complete
A machine shop customer ordered castings for a replacement industrial housing. The foundry built a production pattern based on the original drawing. After seeing the first article, the customer realized they needed additional machining stock on one flange and a thicker mounting pad.
The pattern was already completed. Changing the final tooling required additional labor, schedule disruption, and another round of approval.
What went wrong:
The customer had not fully validated the casting design before production tooling was built.
How 3D printing could have helped:
A 3D printed prototype casting pattern could have produced an early sample casting. The customer could have reviewed machining stock, fit, and mounting details before the foundry invested in final tooling.
Lesson learned:
If the customer may revise the design after seeing the first part, use 3D printed prototype tooling first. Do not make the final pattern carry the cost of customer uncertainty.
3. The Core Print That Was Almost Right
A foundry produced a pattern for a casting with an internal passage. The core box and pattern were built using conventional methods, but during trial assembly the sand core did not seat as expected. The core print was slightly too short and did not provide enough support. During pouring, the core shifted, creating thin wall sections and scrap castings.
Correcting the issue required modification of both the pattern and the core box.
What went wrong:
The core print design was not validated physically before production tooling was finalized.
How 3D printing could have helped:
A 3D printed core print test section, prototype core box, or full printed pattern assembly could have allowed the foundry to check core seating, support, clearance, and repeatability before committing to production tooling.
Lesson learned:
Core prints are not just geometry. They are handling, support, and alignment features. Print and test them before locking in the tooling.
4. The Large Pattern That Needed One Small Change
A large industrial casting pattern was built for a low-volume equipment repair job. The pattern was expensive because of its size, and the customer only needed a small number of castings. After the first mold trial, the foundry discovered one localized feature needed to be revised to improve mold release and reduce cleanup.
Because the pattern was built as one large permanent tool, the entire assembly had to be modified. The change was small, but the rework cost was not.
What went wrong:
The pattern was designed as a single fixed object instead of a modular tool.
How 3D printing could have helped:
The pattern could have been built with replaceable 3D printed inserts in high-risk areas. If one feature needed to change, only that insert would need to be reprinted and replaced.
Lesson learned:
For large or expensive tooling, make risky features replaceable. Modular 3D printed tooling can keep a small correction from becoming a large repair.
5. The Short-Run Job That Was Treated Like Production
A customer requested twelve castings for a prototype machine. The foundry built tooling as if the job would become regular production. The pattern cost was high, the lead time was long, and the customer later decided not to proceed with the design.
The foundry completed the work, but the customer pushed back on the cost, and the pattern was never used again.
What went wrong:
A short-run development job was tooled like a mature production program.
How 3D printing could have helped:
A 3D printed loose pattern or short-run match plate could have supported the twelve castings without the cost and delay of more permanent tooling. If the design was later approved, then the foundry could build production tooling with more confidence.
Lesson learned:
Match the tooling investment to the maturity of the job. Prototype and short-run castings do not always need production-grade tooling on day one.
6. The Pattern Storage Problem That Became a Production Delay
A foundry had an older customer return for replacement castings from a job produced several years earlier. The original pattern was still in storage, but it had been moved multiple times, had surface damage, and did not clearly show its revision history. The foundry spent time identifying the pattern, repairing it, and confirming whether it matched the current customer drawing.
The delay cost more than expected, and the customer questioned why a repeat job took so long to restart.
What went wrong:
The foundry depended entirely on physical pattern storage without a controlled digital backup.
How 3D printing could have helped:
If the tooling had been digitally archived, the foundry could have reprinted damaged sections, verified the revision, or reproduced a clean replacement pattern from the controlled file.
Lesson learned:
Physical patterns wear, disappear, and become obsolete. Digital pattern files create a reproducible backup that can reduce downtime on repeat or legacy jobs.
Common Theme
In all six examples, the expensive mistake was not the casting process itself. The mistake was committing too early to final tooling before the design, molding behavior, customer requirements, or shop-floor handling had been proven.
3D printing helps foundries reduce that risk.
It gives the foundry a faster way to test:
- Draft
- Parting lines
- Core prints
- Customer geometry
- Machining allowance
- Match plate layout
- Mold release
- Replaceable tooling sections
- Short-run production needs
For Jaeger Technology Group LLC, this is one of the strongest selling points of 3D printed foundry tooling: it gives foundries a practical checkpoint before the expensive tooling decision is made.
About the Author: jaegertechgroup.com
STAY IN THE LOOP
Subscribe to our free newsletter.
Leave A Comment
When the Pattern Is Gone: 3D Scanning a 55-Year-Old Casting for Foundry and Machine Shop Review A foundry partner recently called us

Four Hours From Problem to Part Emergency 3D Printing for Manufacturing Downtime When a production line is down, the clock starts immediately.
Using Development Boards in Early Hardware Prototypes Other Parts of this series: Part 2 – Choosing The Right Development Board Part 3
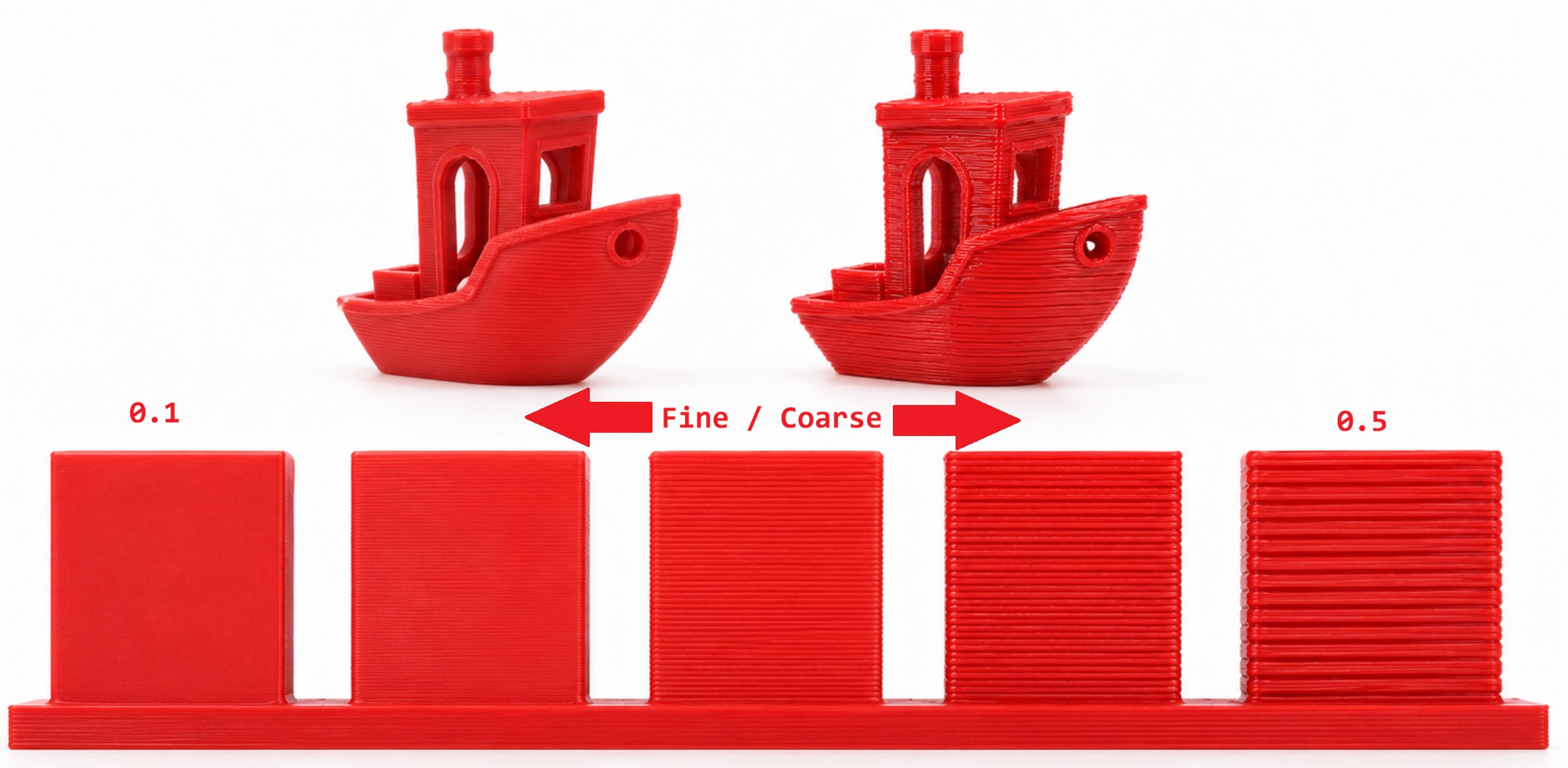
Why Bigger 3D Printed Parts Don’t Always Need High Resolution Many customers assume the finest layer height produces the best 3D printed